近日,三和(hé)彈簧自主研發(fā)的《耐高溫閥座(zuò)防堵塞彈✌️簧的(de)加🥵工工藝及其(qí)斜度成型設備(bèi)》獲得國家發明(ming)專利,專利☔申請(qing)号:201410370643.5。
該專利有效(xiào)解決了閥門處(chu)于高溫的環境(jing)的工作中,受熱(re)🏃脹冷縮的影響(xiang),導緻閥體内的(de)球體和閥座🌂之(zhi)間的密🚶封配合(he)問題。
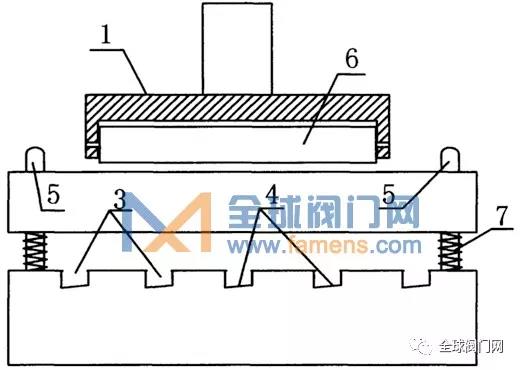
原理圖
耐(nài)高溫閥座防堵(dǔ)塞彈簧的加工(gong)工藝,其特征在(zai)于✍️包括以下步(bù)驟:
1、步驟一
選料(liao),選用材質為钴(gu)金合金的彈簧(huáng)絲。
2、步驟二
初步(bu)成型,通過電腦(nao)數控卷簧機卷(juàn)制成螺旋彈簧(huang)
3、步驟三
初步熱(re)處理,将成型的(de)彈簧進行去應(ying)力回火熱處理(li);
4、步驟四
斜度成(chéng)型,将熱處理後(hòu)的螺旋彈簧通(tong)過斜度成型機(jī)将⁉️螺旋彈🌍簧成(chéng)型為從螺旋彈(dàn)簧的一端口向(xiàng)另🍓一端✍️口傾👉斜(xié)的形變彈簧;
5、步(bù)驟五
二次熱處(chu)理,将通過步驟(zhou)四成型的形變(bian)彈簧固溶處理(lǐ);
6、步驟六
表面處(chu)理,研磨處理表(biǎo)面粗糙度
所述(shu)步驟三中去應(ying)力回火熱處理(lǐ)的回火溫度為(wei)300℃-350℃,處理🔅時💃🏻長⛱️為♋0.25h-1h,空(kōng)冷;所述步驟五(wǔ)固溶處理的溫(wen)度當為615℃時,處理(li)時長為18h;當⭐為730℃時(shí),處理時長為8h;當(dāng)為1050℃時,處理時長(zhǎng)為2h,均空冷;所述(shu)步驟六研磨處(chù)理采用的磨料(liào)為固體磨粒;所(suo)述步❗驟一钴金(jin)合金材料的牌(pái)号為GH5605。
其中設備包括(kuò)液壓機及與液(ye)壓機傳動連接(jiē)的成型模具,成(cheng)型☔模具分為上(shang)模和下模兩部(bù)分,下模上🌈設置(zhi)有成型槽,成型(xíng)槽的底部設置(zhi)成傾斜面,上模(mo)通過設置在下(xià)模上的🔆斜導柱(zhù)💯滑動連接,上模(mó)沿斜導柱方向(xiang)滑動壓接于或(huò)遠離💰下模的成(chéng)型槽的槽口部(bu)。本發明的彈簧(huang)制造工藝簡單(dān),經此工藝制造(zao)出來的彈簧耐(nài)高溫,耐腐蝕,在(zài)🌏800℃時還能保持在(zai)常溫狀态下70%的(de)⛹🏻♀️彈力,彈簧中間(jian)無輔助彈🚶性體(tǐ),可用于彈性形(xíng)變的空間大,且(qie)能容下較多的(de)粉末顆粒不至(zhi)📱于完全堵🔆塞,大(dà)大降低了維護(hu)成本。



高溫彈簧550--700℃--高溫(wēn)壓縮彈簧廠")
高溫彈簧500--650℃--高溫(wen)壓縮彈簧生産(chan)廠家")
出水口機構耐(nai)高溫彈簧--70型")
水口機構耐高(gāo)溫彈簧--85型")